中途半端ネットは㈱ナンゴーが運営する中途半端領域のモノづくりに特化したソリューションサイトです。

メールフォームからのお問い合せには1時間以内に対応します。
お電話でもお気軽にお問合せください。


※「●」を「@」記号に置き換えて下さい。
サイト検索 入力例「逃げ加工」など


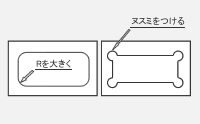
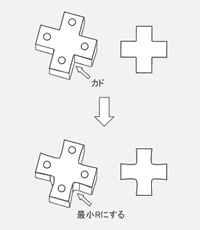
内径のR指示
エンドミルで抜き加工やポケット加工をする場合、小さいR指定であれば小径のエンドミルで加工しないといけないので加工工数が増加します。
可能な限り大きなRにすることでコストダウンにつながります。
角が必要な場合にはヌスミを入れることが最も簡単な方策です。

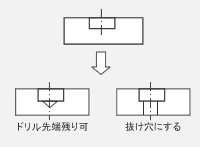
フラット止まり穴加工
相手部分の当たりとしての面を確保したいだけであれば、ドリル穴残り可として図にその形状を明記することでコストダウンにつながります。
また、抜け穴にした場合でも、品質向上とコストダウンにもなります。
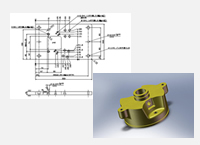
図面データのご提供
紙図面だけでも問題なく加工は出来ますが、CADデータをご提供頂くことでプログラミング工数を削減でき納期短縮を図れ、コストダウンにつながります。
紙図面では分かり辛い箇所も2D及び3DのCADデータがあれば間違いもなくスムーズに加工が行えます。
DXFデータやIGESデータ等、もしご提供可能でしたら出来る限りご支給頂けますとあらゆる面でコストメリットがあります。
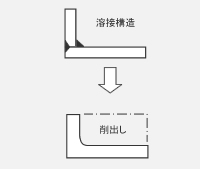
溶接構造→削り出し
紙図面だけでも問題なく加工は出来ますが、CADデータをご提供頂くことでプログラミング工数を削減でき納期短縮を図れ、コストダウンにつながります。
紙図面では分かり辛い箇所も2D及び3DのCADデータがあれば間違いもなくスムーズに加工が行えます。
DXFデータやIGESデータ等、もしご提供可能でしたら出来る限りご支給頂けますとあらゆる面でコストメリットがあります。
最小R
外側形状の隅部を角から最小Rにすることによって工程短縮できます。
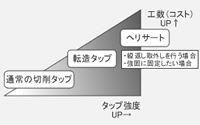
タップの代替設計
アルミ等の軟材の場合、ヘリサートタップを指示することが
よくあります。
強度的に問題の無い箇所で、M10くらいまでであれば
転造ネジにすることで、ヘリサート挿入の工数を省いて
コストダウンにつながります。
特にタップ箇所が多い場合はコストダウン効果が
大きくなります。
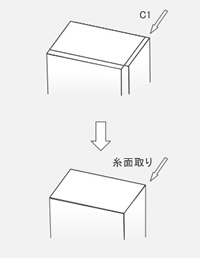
C 面取り
「指示なき角部はC0.5やC1面取りのこと」と指示のある図面をよく目にします。
これを全て機械加工で行うと、簡単な部品でも工数アップになってしまいます。
必要以上のC面指示は避け、「カエリなきこと」 や、「糸面取り」にすることで工数削減になります。
公差の優先順位
端面からのピッチより穴間ピッチが重要な場合は、端面からのピッチ公差を緩めると、加工難易度を下げることができます。