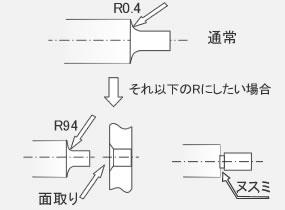
ノーズR
NCおよび汎用旋盤のチップは通常R0.4ですので、内外径ともに
R0.4にすることがコストダウンにつながります。それ以下の角に
しようとすれば一気に工数が増えてしまいますので、その場合、
相手部分に面取りを設けるか、ヌスミを設ける等で回避するのが
良いでしょう。
(Rが大きくなる方向はNC旋盤でしたら問題ありません)
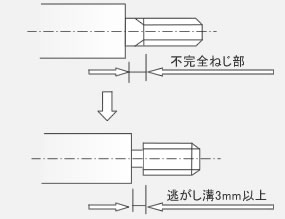
シャフト先端ねじの逃げ溝
シャフト先端のねじを加工する場合、ねじ切りバイトを逃がすための
溝を入れないと根元までのねじが切れません。
ねじサイズ・ピッチによって異なりますが通常最低3mm以上が
望ましいです。強度的な問題で溝を入れたくない場合は、
根元の不完全ねじ部を逃がすために
相手ねじ側入り口にそれ以上のC面取りを付けることで回避できます。
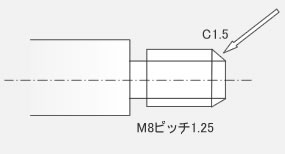
ねじ先端部のC面
ねじ先端部のC面がねじピッチよりも小さい場合はバリが発生する
原因となりバリ取りの工数が増えてしまいます。ねじ先端部に、
ねじピッチ以上のC面取りの指示をすることで
コストダウンにつながります。
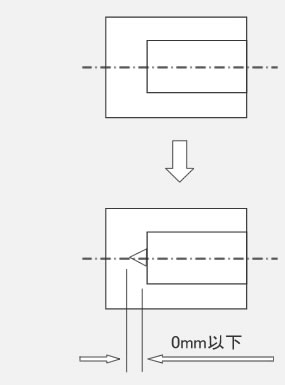
ドリル穴可の指示(センター可)
旋盤で内径の端面(底)をフラットにすることは
チッピングの要因になり加工コストの増加になってしまいます。
センターが残っても問題ないのであれば図にその形状を
明記しておくことでコストダウンにつながります。
溝の底R
内溝、外溝の底Rは、R1、R1.5など、市販チップに合わせた
図面にすることでコスト削減につながります。
(R1.2 → R1.0にする、など)
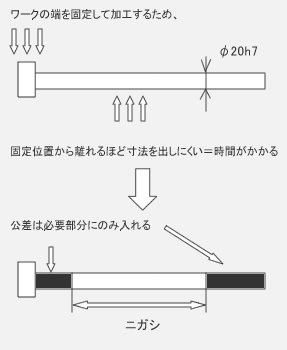
公差の限定指定(長尺)
長尺モノでは、全長に渡り公差を入れるのではなく
必要な部分にのみ公差を入れると、コスト削減につながります。